水道、空調、ガス、電気設備、DIYなどの現場で、配管の切断は、やり直しコストが最も高い工程の一つとなり、切断面のわずかな歪みはシール不良と振動クラックの起点となり、のちの漏れ、異音、詰まり等を誘発します。
そこで頼りになるのがチューブカッター、パイプカッターで、ノコ、ナイフなどの切断で難しい真円、直角保持と微細な面の整いを確実に行ってくれます。
全てのカッターが万能と言うわけでなく、銅やアルミには薄刃と軽度な切込み(小さな送り)で作業し、ステンレスや鉄などのパイプでは、強靭な刃で軽度な切込みの作業をします。
硬度鋼のパイプの切断は、切れ刃の鋭さと高剛性フレームを選ぶとスムーズな作業が行われます。
この2個の工具は、切断作業での切り屑がほとんど出ませんが、面取り作業で切り屑が出ます。
塩ビの切断は、割れや斜め切を抑える刃と適切な送りが必要で、さらに現場は狭所、天井裏、既設配管の近接など制約だらけなので、信頼があり使いやすい工具を選ぶ必要があります。
この記事は、最短工数(シンプル)で良品を作るための使い方と、失敗を防ぐ選定条件等を、作業の手順を順を追って解説し、信頼できる工具メーカーも紹介したいと思います。
最強のモンキーレンチの選び方とメーカーごとの違いを徹底比較

銅管や鋼管パイプを切断する工具で配管のサイズや場所によって工具を使い分けてます。
チューブカッターとパイプカッター(塩ビカッター)の違いと選び方
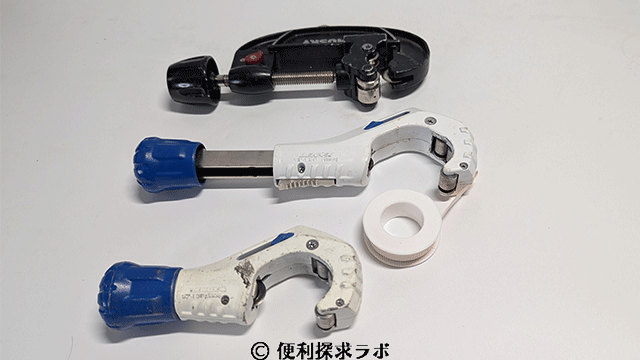
金属管を真円を保ちながら直角に切るには、ローラーと円形の切れ刃で徐々に締め込み、薄肉小径管から中径管を切断する工具がチューブカッターと言います。
樹脂配管の切断はシャー型のカッターの刃が付いたカニの爪の様な工具が最適です。
VE、VP、HIVP、PVC・PEX、各樹脂管などを簡単に効率的に切断し、切断面も直角で滑らか綺麗この工具がパイプカッターと言います。
※ウエーブサイトでチューブカッターとパイプカッターの定義が曖昧なので、このサイトでチューブカッターとパイプカッターの呼び名を統一しました。
高剛性、替刃、面取り、収納性を優先し工具を選ぶ
Q – 1 チューブカッターとパイプカッターの本質的な違いは何ですか。(両工具)
A – 1 チューブカッターはパイプを切断する為に、円形のカッターと支持ローラーで管を保持しながら少量ずつ円形の刃物をローラーに食い込ませて、パイプを切断します。
薄肉の銅管やステンレス管を真円のまま直角に切る工具です。
パイプカッターは大型のカニの爪の様なフレームと、もう片方に大きな刃物がリンク機構で動き、樹脂管等をラチェット機構で刃物を送りパイプを切断します。(ラチェット無しカッターもあります)
前者、チューブカッターは(刃物の切れ具合に依存する)精密さと綺麗な仕上がりでパイプを切断します。
後者、パイプカッターは並外れた切断能力で、綺麗な切断面(フレームと材料の直角度が重要)が出来る工具です。
チューブカッターで塩ビ管を切断する事が出来ますが、パイプカッターで、鉄管を切断する事はできません。
Q – 2 材質、外径、肉厚の違いで、どの様な工具を選びますか?(チューブカッター)
A – 2 中肉の銅管、アルミ管、薄肉ステンレス管を切断する場合は、チューブカッターを使用します。
基本的な使い方として、一度に多く切り込まず、少量ずつ刃を送りながら作業するのがコツです。肉厚の黒鋼管や配管用厚鋼管には、電動高速カッター(ネジ切り機など)での作業が適しています。
どちらの作業でも、パイプを強固に固定してから切り込むことが重要で、工具を選ぶ際は、その工具が対応できる最大許容範囲を必ず確認してください。
Q – 3 天井裏や壁際などの狭所場所では何を優先して選べばいいですか。(チューブカッター)
A – 3 狭所の作業は、工具の大きさと最小回し径が重要な鍵になるので、作業場所に応じて工具を選びましょう。
チューブカッターは、様々なサイズがあり、パイプにカッターを取り付けチューブカッターを回すときにチューブカッターが壁や他の障害物に当たらないようにして、作業場所に合った大きさの工具を選ぶと良いでしょう。
Q – 4 チューブカッターの切断面の直角度と真円度に最も効果が期待できる事は何ですか。(チューブカッター)
A – 4 円形の刃物とローラーの芯出し精度とフレーム剛性、刃物の鋭利さが直角度と真円度を左右するので、ローラーが幅広で偏摩耗しにくい物または、べアリング内蔵のローラーは、低摩擦で材料にストレスを掛けません。
円形刃物を送るノブのねじ山が細かく微調整できるものを選ぶと、無理な切れ込みが少ないので、真円と綺麗な切断面が得られます。(状況に応じてノブの回転を45度~90度位で作業すると良いでしょう)
切断後のパイプの内径のバリを面取りで除去する事を忘れずに行いましょう。
Q – 5 購入を考える時は、コスト重視と精度重視のバランスはどう取るべきですか。(両工具)
A – 5 私たちプロの作業者は、使用頻度、精度、スペアー部品の入手のし易さ、手馴染み、購入金額と言うような観点で工具を選びます。
工具の購入後に一番困る要因は、作業の手直しやクレームです。
仕上げが綺麗で、作業時間の短縮が出来れば、少々工具の値段が高価でも信頼のできる工具を購入します。
安価な工具でも、仕上がり精度と時間短縮、工具の精度も良く、スペアー部品の入手のし易さが伴えばそのような工具を購入します。
一概には言えませんが、信用のあるメーカの工具を選ぶと良いでしょう。(レビューも参考にしましょう)
Q – 6 ステンレス管に黄銅、銅用の替刃を使うと何が問題ですか?(チューブカッター)
A – 6 【メーカーで円形刃の替え刃に種類がある場合のみ】ステンレスは加工硬化しやすく弾性回復が大きいため、靱性や表面硬度の足りない刃だと先端が負けて微小欠けや刃流れや刃先の摩耗を起こし、切断面に段差や歪みが生じます。(先すぼみのようになります)
その結果バリ取りに余計な時間がかかり真円度も低下します。(最悪は切り直しが必用です)
ステンレス対応の高硬度刃と組み合わせてパイプを切断する事で安全で速やかな作業が出来ます。
Q – 7 おすすめのチューブカッターとパイプカッターはありますか?
A – 7 はい、これが職人たちが愛用する一部の工具のメーカーです。
LENOX、TASCO、FUJIYA、LOBSTER、MCC、室本鉄工、BBK、TRUSCO、RIDGID、Milwaukee、Suppr、Esco、新潟精機、Hazzet、TOP、SK11、高儀、潤工社、KTC、
LIBRATON、KNIPEX、KLEIN TOOL、BAHCO、Master Toole、日本PISCO、などのメーカーが工具を製造しています。
ホルソーの使用方法と使い分けのポイント、おすすめホルソー(プロが徹底解説)
手馴染みが良く、携帯性、利便性を尊重したチューブカッターを選んでおり、 価格はその次です。
失敗しない基本的な使い方(マーキング→切断→内外面取り→清掃)チューブカッター編
具体的な切込み量はメーカーが推奨しており、REXの場合は【本体1回転につきグリップ約1/8~1/4回転程】この様な取り扱いが推奨されており、過大な切込み量(送り)による歪みやバリの増大を防ぎましょう。
取説に従うことで経験差が出にくく、だれが作業しても綺麗な仕上がりになります。
初期合わせとガイドラインの作り方
Q – 1 マーキングを正確にするための実務的な工夫はありますか。
A – 1 細い油性ペン等で管の円周方向へ一本の基準線を引き、刃の位置決めをし、ノブを軽く回し刃先をマーキングの線に合わせノブを締め込みその後、チューブカッターを回し切れ込みのガイドラインを作ります。
パイプに刃物が食い込み一本の溝が安定してできれば、チューブカッターを1回転毎にカッターのノブを1/8~1/4回転回し、その動作を繰り返しましょう。
消えやすい鉛筆、小さな点のマーキングなどは、マーキングから一端目を離すと、汚れや傷などをマーキングと誤認識するので、綺麗ではっきりとしたマーキングを書き記しましょう。
Q – 2 送り量の目安と締め込み過多の兆候を教えてください。
A – 2 一周ごとにわずかにノブを(1回転で1/8ノブを締める)締め増し、回転で波打つ、回転が重いと過多の兆候あり、切断面の縁に切断物が盛り上がるり、内径にバリが多い。
バリや管の歪を感じたら、刃先やノブの締め込みを1/4~1/8、それ以下の送り回転にしましょう。
回転と手応えが滑らかで一定なのかを常に観察し、切れ込みを少なくし周回数を増やすほうが仕上がりは確実に良いです。
同じ材料でも切断物の材質のバラツキにより、バリの出方や切り口の仕上がり面が違ってきます。(刃物の鋭さは、大前提です)
新品のチューブカッターの刃先が丸まって何も切れないけど、僕のチューブカッター壊したのは誰れ?
まずいのー‼ ステンレスの複合管が異常なくらい硬かったからの~
しょうがなかったの~、欽ちゃんにアングルグラインダーで切ってもらえば良かったの~
ちょこおが怒っとるの~
ちよこお~、僕のバイクのゴムの燃料ホース(ホース専用)を切りたいから、新潟精機のホースカッター貸してよー。
あのチューブカッター(ホースカッター)を1回使うと他の物でホースを切るの嫌なんだよ!
挟んでパチン、簡単で1mのスケール付きだワン‼
ちょこおが怒ってDewaltの電動チューブカッターをポチッてたよ‼
仙人~、チューブカッター(鉄、樹脂専用)で厚物のステンレスパイプ切っちゃ駄目ですよ。
僕の大切なチューブカッターも刃がボロボロになってるんだよな~
適材適所で作業に合った工具を使用しないと駄目ですよ。
複合管や厚物のステンレスパイプはアングルグラインダーまたは金切り鋸、高速メタルソーなどで切断すると工具が痛まないですよ。
下記のLenoxのチューブカッターは、①を押すと青色のノブが下がり刃物とローラーの間隔が広がるので、ノブを回す手間が省け時間短縮になります。
このカッターで面取りも出来るので、このようなカッターを選ぶと作業が楽よ。
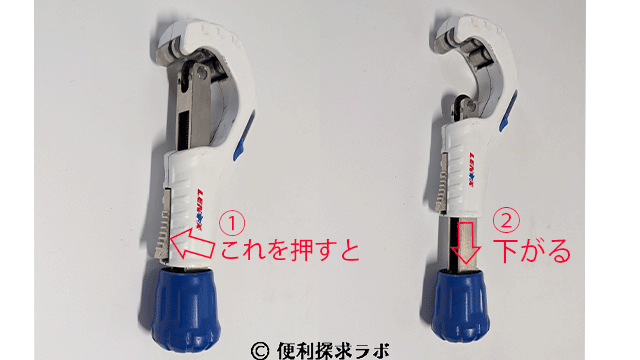
このチューブカッターは内径の面取カッターを装備しています
Q – 3 切り始めの溝が“逃げる”のはなぜですか?(螺旋、溝幅が大きい)
A – 3 初期の芯合わせが甘いか、最初の締め込みが深すぎて刃が転んぶ、ノブの締め込みが甘く材料がローラーに均等に当たていない、刃物が摩耗し刃先が丸まっている、刃を支持するネジが緩んだり摩耗している等が原因です。
Q – 4 内外の面取りは、どの程度削り込むのが良いですか。
A – 4 外周は角を軽くヤスリ等でC面にして継手挿入時のOリング等の損傷を防ぎ、内面のバリは、リーマ等で確実に除去ないと、漏れや流量に影響します。
薄肉管は、削りすぎて強度を落とさない範囲で最小限な面取りをし、指先で縁をなぞり段差や引っ掛かりが無い状態を目視と触感で確認し、最後に内部に散った切り屑を取り除きましょう。
Q – 5 清掃はどの程度やれば十分と言えますか。
A – 5 切断屑が付いたまま使用すると、パイプやローラーなどを傷つけてパイプに微小の傷が付き、問題の発生原因となるので、布やエアーで切り屑などを綺麗に掃除しましょう。
工具が雨や水に濡れた場合は、汚れを綺麗に掃除し、ローラー、刃物、ノブのネジ部などに注油する事で錆等を防止し円滑な作業が出来る様にしましょう。
Q – 6 安全上の注意点を具体的に挙げてください。
A – 6 回転部に指を挟み込む、切断輪の鋭利部による切創、切断時にパイプとチューブカッターの落下等に気を付けて、滑りにくい薄手の手袋を付け、感覚の違いがわかる物で、切り屑や破片から保護眼鏡で目を守り、無理な姿勢での作業を避けしょう。

樹脂パイプや柔軟性のあるホースを切断します
材質別の正しい切り方(銅、ステンレス、アルミの金属管)チューブカッター編
アルミ管は食いつきが良く溝が入りやすいため、初回転で浅い筋だけを付け、その後は均一荷重で回すとブレを防げます。必要に応じて軽く潤滑し、切断輪とローラーの回転が滑らかなのかを確認してから作業に入ります。
銅管での歪みや、潰れ対策は?
Q – 1 銅管のL種、M種などの切断の注意点は何か有りますか。
A – 1 薄肉のO – OL、M種は締め込み過多で歪みや変形が容易で、L種でも無理に送ると外周に肉が盛り上がり、挿入抵抗が増すので、いずれも一周ごとの微小送りで少なく押し切るような考え方が有効で、切断後は内外の面取りを行うと良いでしょう。
Q – 2 ステンレス管の硬さに負けないコツはありますか。
A – 2 ステンレス対応の切れの鋭い円形切断刃と低摩擦ローラーで、過大な送りを避けて周回数を増やし、必要に応じて軽く潤滑油で摩擦熱を抑えるとで、工具側の芯ブレやバリの抵抗を軽減する事が出来ます。
作業前の事前点検と清掃を徹底し、円形刃の摩耗や刃の支持ねじの摩耗やガタに気を付けて、作業すると良いでしょう。
Q – 3 アルミ管でバリが出やすいのはなぜですか。
A – 3 アルミは食い付きが良い反面で軟らかく、最初に深く刃物を入れると刃が螺旋のようになる事があり、ガイド溝が回転方向へ流れますので、対策は初回の極浅いガイド溝と均一荷重の切り込み維持が重要で、切断後は柔らかいバリを内外とも丁寧に落として切断屑を拭き取るとよいでしょう。
Q – 4 フレアや圧着前の端面管理で重視すべき点は何ですか。
A – 4 圧着、フレアを作る銅管の端面は直角で傷がなく、内外のバリが無いことが前提です。
バリが有るままでフレアーを形成すると、バリの部分のフレアの肉厚が厚くなり、フレア全体が均等に当たらないために、ガス漏れや液漏れを誘発する問題が多いのです。
エアコンの銅管フレアーの場合は、面取りの不備によるガス漏れの症状は、施工完了後の数日から数年単位でガス漏れが起こり、再フレアー加工と真空引き、ガスチャージが発生し、大変高価な修理金額がかかります。
Q – 5 肉厚管や、複層金属管はどう切断すると良いですか。
A – 5 肉厚管や複層肉厚管は硬さと厚さが部位で変化しやすいため、バンドソーや、高速切断機などを使用しパイプの切断をします。
チューブカッターは、なんでも切断できる万能工具ではありません。
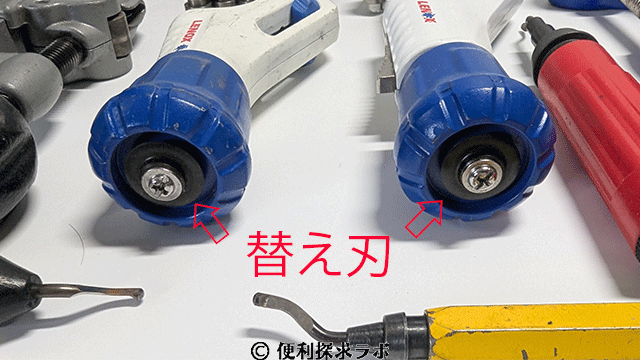
Q – 6 替刃は純正以外の替え刃でも問題なく交換出来ますか?
A – 6 適合確認済みの互換部品であれば、使用可ですが、形や寸法が同一でも、替え刃の材質や刃の角度の違いで仕上がりが変わることがあります。
特にステンレス対応のカッターは普段使いのカッターと明確に区別し混用を避けると良いでしょう。
刃は摩耗品なので、カッターを購入する前に、替え刃の値段やパーツの流通も工具を選ぶ重要な要素です。
これは、ホースを切る工具で、1回使うとこれ以外でホースを切る事をためらいます
樹脂配管のカット術(PVC、VP、PB、VE、ABS,複合管)塩ビカッター編
樹脂管などのパイプは、パイプカッターの支持台で管を正しく保持し、数回のラチェットでまっすぐ切り込み、楕円化や偏肉を抑えます。切断面は必ず面取りして段差をなくし、挿入抵抗とシール損傷のリスクを下げましょう。
PVC、CPVCその他の樹脂管で割れを防ぐポイント
Q – 1どの様な工具で 樹脂配管の切断を行えばよいですか?
A – 1 樹脂の配管は、水道や電気工事などでよく使われる配管です。
樹脂配管を切る道具は、パイプカッターで簡単に樹脂管を切断する事が出来ます。
その後、面取りをし、専用の接着剤で配管をつなげていきます。
Q – 2 樹脂配管で直角が求められるのはなぜ?
A – 2 樹脂管の歪みや、斜め切りは、シール不良や振動による早期漏れの原因になります。
パイプに対して切断面が直角であると、パイプを接着する時に接着面積を確保できるために、簡単で綺麗に切断できるパイプカッターが必需品なのです。
Q – 3 電設の現場ではどのような時にパイプカッターを使うのですか?
A – 3 VE管は、野外の電気配線作業の時にパイプ配管の中に電線を入れ、電線を雨や紫外線、汚れから保護をするための電線保護パイプです。
パイプカッターは、腰道具の腰袋に入る大きさで、電源もいらずに簡単に使える工具で、パイプカッターのパイプが当たる台座に専用のカバーを取り付けると、モールの切断も出来ます。
電工にとって、とてもありがたい工具です。
フジ矢の塩ビカッター、MCC塩ビカッターは、樹脂製パイプや電気配線のモールの両方を切断できる商品があります。
Q – 4 DIYで初めて選ぶパイプカッターの落とし穴は?
A – 4 パイプカッターの切断対応素材や最大径の確認不足が多く、樹脂管に薄いアルミが巻いてある複合管などの切断は、切れ刃を壊すケースがあります。(メーカによって刃の厚みも違います)
また最大径ギリギリでの使用は刃流れや、ラチェットの動作不良を誘発しやすいため、推奨される径の範囲内での切断作業が安全です。
Q – 5 水回りでパイプ切断のコツは?
A – 5 切断直後に面取りを行い、不織布で切り屑と油分を拭き取り、接着剤でパイプを繋げていきます。
また、PEXなどのパイプは、切断面を指先で触れ、引っ掛かりがないか最終確認し、必要なら面取りを行います。
Pex管は、専用クランプまたは、ワンタッチのフィッテイングなども有るので、活用すると良いでしょう。
Q – 6 パイプカッターで、ラチェット有とラチェット無しは、どう違うのですか?
A – 6 Φ32mmの樹脂製パイプをラチェットなしのパイプカッターでパイプを切断する場合は、刃がパイプにあたりそこからハンドル握り込み、最後までハンドルを押し切る必要があります。
同じくΦ32mmの樹脂製パイプをラチェットありのパイプカッターにパイプをセットしパイプに刃が当たる所まで刃物を押し込み、その後ハンドルを握り込み刃がパイプに切り込み始めると、その後はバーターを切るような感じでパイプが切断されます。

見て下さい、挟んでパチと切ればホースの切り口が’直角に切れます。これはホース切り専用工具です。
おすすめメーカーは?信頼性、入手性、替刃供給、対応素材で選ぶ?
購入する時のポイントは、適合外径寸法、対応素材、替刃、付属の面取りの有無、全長、重量、とメンテナンスの見通しを持って導入判断を行うとよいでしょう。
買って終わりを防ぐ方法
Q – 1 メーカー選定後に、最初に確認すべき事は?(チューブカッター)
A – 1 フレーム剛性、送り機構の精度、替刃の種類と供給性、対応素材の明示の4点です。
さらに工具のラインナップが多いか、適合外径が選んだ工具で使えるのか等を確認すします。
Q – 2 薄肉管切断の現場で注目すべき仕様は?(チューブカッター)
A – 2 薄刃、ノブの均一な送り(ノブが回しやすく手にファットするか?)全体的な重さや質感が鍵です。
切り込みをする時のノブの軽さと刃の追従性が仕上がりに直結するため、薄肉パイプに適した刃の角度とローラーがベアリング支持または、低摩擦抵抗のローラーのモデルが扱いやすいです。
Q – 3 樹脂材切断の現場での必須要件は?(パイプカッター)
A – 3 高剛性フレーム、ラチェットハンドル式やハンドル式、高靱性な切れ刃、刃の耐久性が重要です。
切れ味が良く、ラチェットのかかりも良く、刃の開きもバネで開くものが手間が減り使い易いですが、現状では刃が手動開きのパイプカッターの方が普及しています。
工具に愛着がある為に、何か問題が発生した場合は、買い替えもよいのですが、部品の交換が出来るモデルが大変重宝します。
Q – 4 継続調達とメンテ観点での確認事項は?(チューブカッター、パイプカッター)
A – 4 互換性の替刃の種類と型番、在庫と納期、部品の単品供給、保証と修理窓口の有無を導入時に確認します。
これにより現場停止のリスクを最小化できます。
Q – 5 価格と性能のバランスをどうやって判断しますか?(チューブカッター、パイプカッター)
A – 5 単価だけでなく、加工精度が高く再加工率が無縁なモデル、替刃の寿命、作業時間の短縮を含めた総コストで比較します。
初期費用が高くても問題が起こらないモデルはトータルで計算すると、大きな金額を節約する事に繋がります。
解り易く言うと時間短縮で仕上がりも良く、スペアーパーツも簡単に手に入り、手に馴染み、扱いやすい工具を見つけてください。
Q – 6 ユーザーマニュアルやQ&Aは、工具選びに影響しますか?
A – 6 はい影響します。最大径と最小径、アクセサリーとスペアーパーツなどが取扱説明で充実しているメーカーは現場での問題解決が速く、正しい作業手順や部品交換の情報を他の作業者と共有しやすいのです。

樹脂、銅パイプの面取り工具で、内径の面取りをしている所です
締めくくり
チューブカッター、パイプカッターで仕上げの品質が決まる最大の理由は、真円度と直角度、そして最小限のバリという三要素が配管切断の信頼性を左右し、パイプの切断で真円、直角度が悪い物は、切断した面も汚いのです。
チューブカッターは、素材の材質や外径の大きさを考慮して、材料と刃物に合った小刻みな送り→面取り→検査という一連の手順の徹底こそが、綺麗で高品質な切断を保証します。
銅、アルミ、真鍮のパイプの切断は、薄刃→均一送りで作業し、ステンレス鋼などの硬材は高剛性フレームと強靭な刃物で小刻み送りでパイプを切断すると良いでしょう。
パイプカッターは、樹脂の割れを避ける刃の角度で、刃が材料に切れ込む時の抵抗が大きいので高剛性のフレームとよく切れる刃物のパイプカッターを選びましょう。
可動部分を潤滑し、工具を大切に使用すれば、作業時間も短縮し加工精度も上がります。
自分に合った工具を見つけ、作業を円滑に進める事で次のステップが楽しくなるでしょう。
ちょこおが使用している工具は長期保有している物が多く、10年~20年物の工具が多いです。

