
ベアリングとひとくくりに言いますが、産業機械から自動車、バイク、自転車、スケートボードに家庭で使っている身の回りの物から産業機器、医療機器に至るまで、回転するものにはほぼ必ずベアリングが使われています。
現場では、実際に選定やメンテナンスを行う段になると、規格の違いがよく分からない、グリスは何を選べばいいのかといった疑問が次々に思い付きます。
ベアリングの番号の後にZZ、VV、DDU、CN – C3、が刻印してあり、ISO、JISなどの規格記号で見れば、ただの数字とアルファベットの羅列に見えますが、そこには寸法、公差、回転精度といった重要な情報が詰め込まれています。
一見どれも同じに見えるベアリンググリス(潤滑油)も、基油の種類や増ちょう剤、粘度やちょう度の違いによって、適した温度域や荷重条件、冷熱、水に強いなどでの使用条件が大きく変わります。
本記事では、ベアリングの規格の読み方と、現場で迷わないグリス選定の考え方を、現役エンジニアの視点で体系的に整理していきます。
この回では、ボールベアリングを主にして記事を書いていきます。
カタログの専門用語に悩まされてきた方でも、今日から自信を持ってベアリングとグリスを選べるようになることを目指します。
ショックドライバーの正しい使い方の解説

ベアリングの直径が1.2M以上のベアリングです。
ベアリングの型番は、どこに書いてありますか?
ベアリングの規格は単なるサイズ基準ではなく、耐荷重や精度なども考慮されています。規格を知らずに交換すると、性能低下や寿命短縮につながることがあります。
世界共通のベアリング寸法ルール
Q – 1 ベアリングの規格とは何ですか?
A – 1 アリングの規格とは、ベアリングのサイズ、精度などを世界共通で統一するための基準です。
機械の回転部分に使われるベアリングは、メーカーが異なっても交換できるようにする必要があり、ISO(国際標準化機構)やJIS(日本産業規格)などの規格によって、内径、外径、幅、精度、許容荷重などが定められています。(CN、C3など)
例えば6203というベアリングは、どのメーカーでも基本寸法が同じになるよう設計されています。この規格があることで設備保全や部品交換が容易になり、機械設計の標準化も可能になり、規格を理解しておくことで、適切なベアリング選定や交換がスムーズに行えるようになります。)
ベアリングの外輪にレーザーで刻印されているか、シール面に型番が刻印されています。
ベアリングの型番が刻印されている、刻印が無い場合でも、ベアリングの外形や内径、幅を計りその寸法から型番を割り出すことも出来ます。(確認は大切です)
| 等級 | すき間の大きさ (クリアランス) |
特徴 | 主な用途 |
| C1 | ベアリングのボールの当たる面の隙間がかなり少ない (クリアランス) |
CNよりも隙間が狭く ガタも極小 超精密機器向け |
特殊な精密機器用途向け |
| C2 | すき間が小さめ | 静かで精密機器向け | 小型精密モーターなど |
| CN(一般使用) | すき間が標準 | 一般的な産業機器に使用されている | 産業機器など |
| C3(一般使用) | CNよりも大きな隙間 | 長時間動いているモーターなど | 高温になる産業機器やモーターなど |
| C4 | C3よりも大きな隙間 | 重荷重、かなり高温になる産業機器 | さらに高温になり重荷重機器向け |
| C5 | C4よりも大きな隙間 | C4よりも大きな隙間 | 重荷重で大きなタワミのある器機など |
Q – 2 ISO規格とJIS規格の違いは何ですか?
A – 2 ISO規格は国際的な標準規格であり、世界中の機械メーカーが採用しているベアリング規格です。
JIS規格は日本の産業規格で、日本国内の機械設計や製造で広く使われており、現在のベアリング規格は国際化が進んでいるため、多くのJIS規格はISO規格と整合性を持っており、基本的な寸法や型番のルールはほぼ同じです。
そのため海外製ベアリングでも互換性が保たれている場合が多く、交換部品として問題なく使用できるケースがほとんどです。
(特殊用途や精度等級などの細かい仕様は規格ごとに違う場合があるため、設備設計や高精度機械では仕様確認が重要になります。)
Q – 3海外カタログのDINやISO表示しかないとき、日本メーカー品にどう対応させれば良いですか?
A – 3 まずはISOやDINとJISの等級対応表を確認し、P0=一般公差、P6、P5、P4…といったグレードを揃えるのが基本です。
多くの大手メーカーは、カタログのどこかに「ISO、公差等級の対応」を掲載しており、JISやABECとの関係も示しており、その呼び番号(寸法)はISOで共通化されているため、内径、外径、幅が同一のシリーズを選べば互換性があります。
最終的には、許容回転数や想定荷重、内部すきまなども照合し、単純に寸法だけを合わせるのではなく、使用条件に対して同等以上の仕様であるかを確認することが重要です。
この等級は、ベアリングの内径(ID)、外径(OD)幅(W)での精度です。
ベアリングのクリアランスの事ではありません。
| 等級 | 特徴 | 主な用途 |
| P0 | 普通精度 | 家電、一般的な産業機器 |
| P2 | P0よりも寸法精度が厳しい | 一般的な産業機器 |
| P4 | P2よりも寸法精度が厳しい | 高速回転をする産業機器 |
| P5 | P4よりも寸法精度が厳しい | 工作機械の主軸など |
| P6 | P5よりも寸法精度が厳しい 最上級精度 |
超高速スピンドルなど |
数字の並びが一般的にはP0→P6→P5→P4→P2の順に精度が厳しくなります。
Q – 4 精度等級が高いほど、必ずしも寿命が長くなるわけではないのですか?
A – 4 その通りで、寿命は主に荷重条件、潤滑状態、組付け精度、取り付け方、部品の汚染度合いなどに大きく左右されます。
高精度等級は回転精度や公差が優れているため、特定の用途では振動や熱の低減を通じて寿命にプラスに働くことがあります。
たとえP4クラスのベアリングを使っても、組付け不備、過大な荷重、油膜不足、異物混入があれば、理論寿命よりはるかに早く損傷が進みます。
逆に、標準等級でもすべての条件をきちんと満たせば、長期間安定して使用でき、精度等級=寿命保証ではなく、システム全体としての考え方が重要になります。
Q – 5 ベアリングの形式記号は、どこまで読み取れるようになれば実務的に十分でしょうか?
A – 5 呼び番号の桁ごとに(内径を表す部分)と(シリーズ記号 – 外径、幅の組合せ)を理解し、ベアリングの表示パターンを押さえるのが大切です。
6 – 形式 (深溝玉軸受)
2 – 荷重系列 (軽荷重)
03 – 内径寸法 (17mm)
ZZ – (鉄シールド)
C3 – (クリアランスが広め)
末尾の記号から、(NSK – ZZ – 鉄シールド片側/非接触、 VV – ゴムシールドー片側/非接触、 DDU – ゴムシールドー両側/接触型、オープン – シールド無し、内部すきま(クリアランス – C3など)、等を確認できれば、困まる事は少ないでしょう。
古いベアリングの型番を読み取り、内径、外形、厚み等を確認し、注文するベアリングと寸法が違ったりした時にカタログを参照し、寸法の確認を行いましょう。
同一型番6203のベアリングでも08が付くと内輪径(ID)の寸法が変わります。
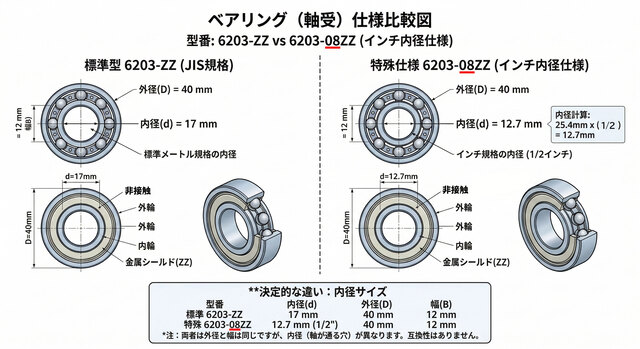
6003-ZZと6203 08-ZZの内輪径が異なります。
3種類の608 – 外径22mm、幅7mmで、608 – 標準品 内輪径φ8mmと608 – 04 内輪径φ6.35mm、608 – 06 内輪径φ9.525mmがあります。
上記の608は内径の寸法が3種類あるので608-●●の末尾の番号などに注意して注文してください。
Q – 6 寸法精度等級の違いで、組付けやハウジング加工の考え方も変わりますか?
A – 6 はい、精度等級が上がるほど、ベアリング自体のばらつきが減る一方で、相手側の軸、ベアリングハウジングにも高い加工精度と位置決め精度が求められます。
たとえば高精度主軸用では、軸径やハウジング穴の公差、真円度、同軸度なども厳しく管理しないと、せっかくの高精度ベアリングが性能を発揮できませんし、ベアリングの寿命も短くなるでしょう。
圧入しろが厳しすぎると内部すきまが詰まり、発熱や寿命低下を招くため、公差の組み合わせと締めしろも慎重に決める必要があります。
寸法精度の高いベアリングを使うほど、周辺部品の設計、加工、組立の難易度も数段上がると考えるべきです。
部品点数が多くなれば多くなるほど、寸法精度と組付け精度が重要になります。
組付け時に、ベアリングをシャフトやベアリングハウジングに組付けた時に、はめ込みが緩い場合は、ロックタイトの680を使い組付けるとベアリングがカチッと組み込めます。
ネジロック ネジ緩み止め ネジロック外し方 【徹底解説】
僕の大切なスケボーの車輪のベアリングの換を知り合いのおじさんに頼んだら、新品のベアリングからガラガラと音を立てているんだ。
あのベアリングは希少品だから、悲しいよ。
ごめんよ、悪気は無かったんだが、ベアリングを圧入する時に車輪にベアリングがすんなりはいらなかったし仕方が無かったんだ。
酷いの~
スケボーがまともに進まんじゃないか~、シャフトのナットの締めすぎではないの~。
ベアリングが駄目になったのは災難じゃったの~
わしゃ~Bones Bearingも良いと思うぞ~
悩みおじさんが、ベアリングの圧入時に大きさが有っていないソケットとハンマーでベアリングをガンガン叩いて圧入していたよ。
ベアリングのシールドが波打つていたからシールをを外しても、ベアリング自体にダメージがあるから、また新品のベアリングを注文しないといけないね。
スピードワッシャーも斜めってるよ? 何故こんなになるの?
少し気を付ければ、失敗しないと思うよ???
このベアリングは小さいからベアリングヒータは使えないから内径より少し大きなパイプで軽く叩けば、ベアリングがダメージを受ける事ないのにね。
僕は、新品のベアリングを取り付けた後に、何かの事情でベアリングプーラーで取り外し(取り外し時の固さにもよるけど)、ベアリングを再度、取り付ける時には、また新品のベアリングを使ってるよ。
新品ベアリングを取り外し、そのベアリングの内輪に指に入れ外輪を回すとか僅かに振動が指に伝わったら、新品に交換するんだよ!
ベアリングの取り外しは、ベアリング、ギアポーラーのサイズ違いと、パイロットベアリングポーラー、ベアリングセパレーター、スパナやボックスレンチなどを使用してベアリングを外し、ベアリングを取り付けた時にシャフトやベアリングハウジングにベアリングが緩くはまった時には、Loctiteの680の接着剤で取り付けると良いです。
AmazonでLoctite680ベアリングマウント接着剤只今販売中
ベアリングを使い分けるコツは何ですか?
ベアリング型番の後ろに付く【ZZ、VV、DDU、オープン、C2、C3】は、それぞれがベアリングの構造や内部すきま(クリアランス)を示す記号で、用途に応じて使い分けます。
シールドを鉄からゴムに変更していいの?
Q – 1 ZZ、VV、DDU、オープンは、それぞれ何を意味しているのですか
A – 1 ざっくり言うと、シールド有り無し/シールの材質などの種類を表しています。
オープンはシールドやシールが付いておらず、玉が露出した状態で、グリスが補充されてません。
ZZ は両面 片側接触鋼板シールドで、グリスは補充されています。
VV は両面 片側接触ゴムシール(メーカーにより記号は異なるが、片側しか接触しないゴム系シールで、グリスが補充されています。
DDU は両面 両側接触ゴムシール(接触リップを持つ防じん性の高いシールで、グリスが補充されています。
上記のシールの呼び名は、NSKの呼び名で書いてます。(下記にメーカー別の表があります)
これらのシールドベアリングは、水や異物侵入、グリス漏れ、摩擦トルクのバランスを変える要素で、どれだけ汚れを防ぎたいか、低摩擦に振るかで選び分けます。
オープンべアリングは、オイルの中や、密閉されたベアリングハウジングにグリスニップルが付いている機械に使用されている事が多いです。

各種ベアリングのシールです。メーカーで呼び名が変わります。
各メーカーのシールの名称違いとシールの接触の違い
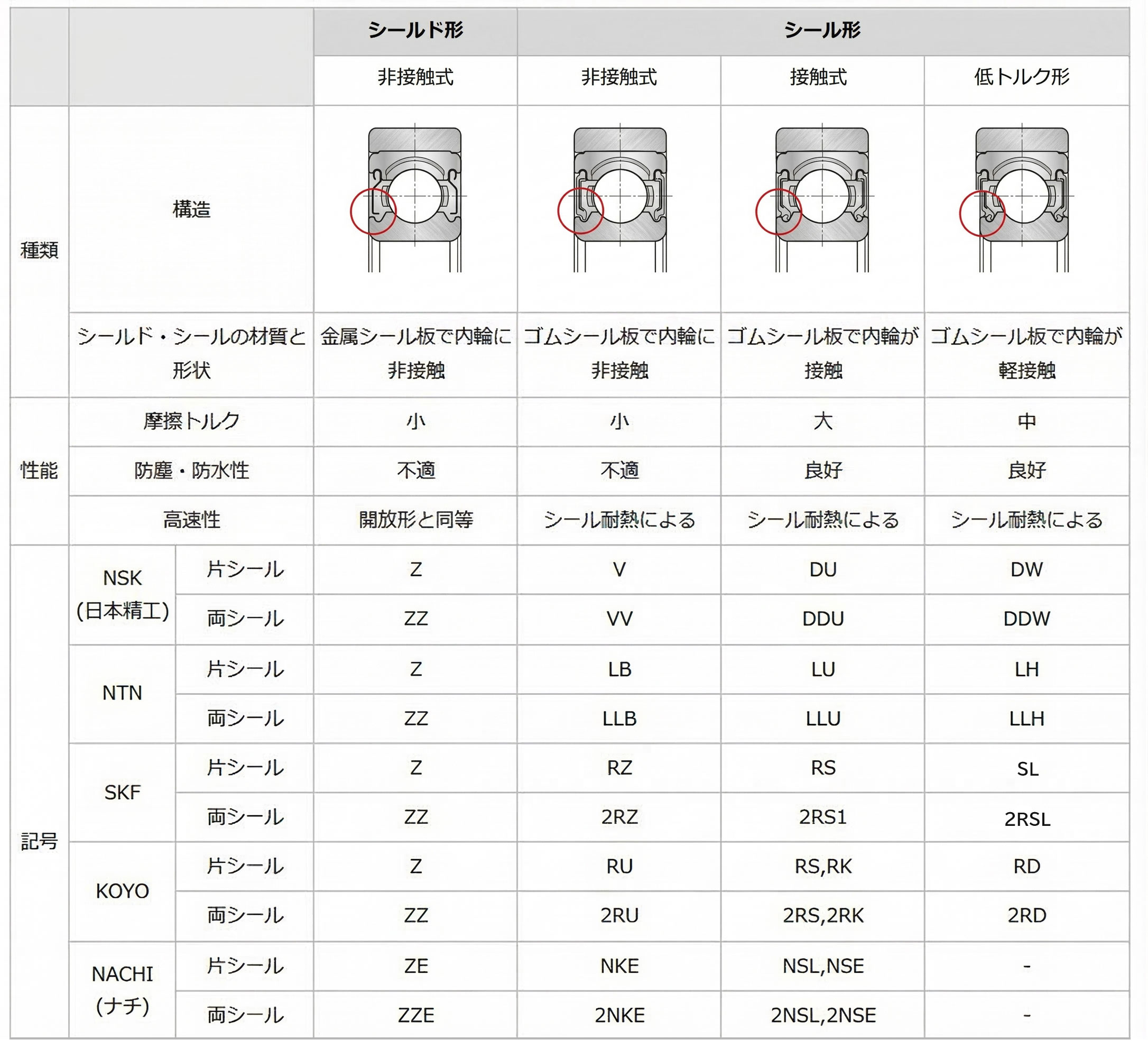
シール無しベアリングはオープンベアリングと言います。
Q – 2 ZZとVVは、どちらも両面シールですが、どんな違いがあり、どう使い分けるべきですか?
A – 2 ZZは薄い金属板のシールドで、シールドの接触部が片側でもう片方は、非接触のため、摩擦トルクが小さく、小さな出力のモーターなどで、高速回転域で有利になり、一般のモータ、ファン、小型機器などで広く使われます。(湿度や水回りのモーターであれば、VV、DDUが良いです)
もう一方のVVは上記の鉄がゴムシールドで非接触型で、リップが内輪に非接触しているため、野外、湿度が少しあるような場所に設置します。
屋内、野外の水を多く使う場所ではDDUーNSK、LLU–NTN、2RS–SKF、
Q – 3 VVとDDU – 2RSは、どの様に違い、どの様な用途で使い分けますか?
A – 3 メーカーにより呼び名が違いますが、VV – LLBなどは、非接触ゴムシールで、ゴムのリップが内輪の溝近傍まで迫るが直接は擦らない構造のベアリングです。
VV – 2RZ – LLBなどは、金属シールドよりシール性は高いものの、ほぼ非接触なので摩擦トルクは小さめに抑えられます。
DDU – 2RS – LLUなどは、接触ゴムシールで、リップが外輪と内輪に直接接触し、粉じん、水の侵入に対してより強力なバリアとなりますが、摩擦抵抗と発熱は増えます。
粉塵などが少なくきれいな環境で、軽い飛散水程度で、低摩擦を重視したいならVV – LLBなどを選ぶと良いですが、粉じん、水、洗浄液など厳しい環境では、DDU – 2RSを選ぶのが一般的です。
Q – 4 オープンタイプはシール無しですが、どんな場面で有利なのでしょうか?
A – 4 オープンベアリングはシールが無いため、最も摩擦トルクが小さく、高速回転や低トルクを極限まで追求したい場合に有利です。
オイル潤滑を行う場合は、循環オイル、オイルミスト、オイル噴射潤滑、グリス充填ベアリングハウジングシールド(オイルシールなど)は、ベアリング自体にシールがあるとオイルの流れを阻害するため、オープンが基本になります。
その代わり、異物や水分が入りやすく、グリス封入の場合は漏れも起こりやすいので、清浄な環境もしくは潤滑、清浄を別系統できちんと管理できる装置(工作機械主軸、オイルバス内の軸受、モーターの主軸など)で使われることが多いです。
Q – 5 型番の最後のC3などは、ZZやDDUと何が違い、どう使い分けるのですか?
A – 5 C3は、標準品やC2に比べて、内部すきま(ボールやローラーが接触する内輪と外輪内部のクリアランス)が標準より大きいことを示す記号で、シールの種類とは全く別の事になります。
C1、C2、CN(無記載=標準)、C3、C4いう等級のうち、C3は高温、しまりばめ、重荷重などで運転時に内部すきまが減ることを見込んで、あらかじめ大きめの遊びを持たせたグレードです。
たとえば6205ZZ C3であれば両側金属シールド+内部すきま(クリアランス)大きめ、6205DDU C3であれば両側接触ゴムシールド+内部すきま(クリアランス)大きめという意味で、シール構造(ZZ – VV – DDU)と内部すきま(C3など)は組み合わせて指定します。
Q – 6 実務での推奨組み合わせ例はありますか?どんな環境に何を選ぶと無難でしょうか?
A – 6 かなりざっくりですが、実務では以下のようなパターンが多いです。
① 清浄環境の汎用ファンモータのオリジナル型番が、 6203 – ZZ(標準すきま)、中高速、低損失重視。
このベアリングを6203 – DDU、 C3に変更して粉塵や工場内の空気の汚れを気にせずに長い時間使用するので、標準クリアランスからC3少し大きなクリアランスのベアリングに交換しベアリングの交換サイクルが長くなりました。
② コンベヤローラ、室内設備 6205 DDU – C3(両接触シール+すきま大)、衝撃無し、温度変化 少ない。
このベアリングを6205 ZZ – CN(標準品)粉塵や衝撃が少なく低回転なので、ZZの標準クリアランスに変更しコンベアーローラの回転が良くなりました。
③ 食品機械、水や薬品の飛沫環境の機械 オイルシール+6305 ZZ 両面鉄非接触シール。
このベアリングを6305 DDUに交換し片側のみゴム接触シール(反対側オイルシール、オイルシール側オープンシール)+高耐水グリス(グリスニップル付き)をベアリングハウジングとオイルシールの間に充填しベアリングの寿命が延びました。
④ 主軸のベアリングでオイル潤滑 オープンシール – シール無し+高精度等級(P4)+ C2、泡たち防止剤配合高性能オイル使用で主軸のオイル温度低下で運行中。
実際には回転数、温度、荷重、使用状況などで、シールの種類やクリアランスが変わるので、(シール構造と内部クリアランス)はセットで考えるのがポイントです。

SKFのオイルシールとNTNのマウントピローベアリングです。
なんとなく万能グリスは卒業 グリスの種類と使いどころを整理する‼
多くの機械で使われ万能グリスは、汎用性の高さが魅力ですが、あらゆる条件でベストというわけではありません。 低温、高温、高速、高荷重、水分などの条件が厳しくなるほど、専用グリスのメリットが効いてきます。
カルシウム、ポリウレア、アルミ複合系の得意分野
Q – 1 リチウムグリスが(汎用)とされるのは、どんな特性によるのでしょうか?
A1(リチウム石けん系グリスは、耐水性、機械安定性、耐酸化性のバランスが良く、広い温度範囲で安定して使えることから、汎用とされます。
製造コストも比較的押さえられることもあり、さまざまなベースオイル(鉱物油、合成油)と組み合わせやすいため、多くの機械の標準グリスとして採用されています。
ちょう度の調整がしやすく、NLGI 1〜3(NLGIはグリスの固さで、標準的な硬さは、NLGI2が多く選ばれてます)など用途に応じた硬さを選びやすい点も利点です。
高温連続運転や極端な高速条件では専用グレードに劣ることもあり、(万能)と誤解してしまうと選定ミスにつながる恐れがあるので、そのグリースのメーカーのデーターシートで性能を比べると良いでしょう。
Q – 2 カルシウム系グリスは、どんな条件でリチウム系より優れるのでしょうか ?
A – 2 カルシウム系グリスは、特に耐水性と耐塩水性に優れ、水がかかる環境や海水飛沫がある用途で力を発揮します。
伝統的なカルシウム石けん系は高温特性がそれほど高くない一方で、近年は複合カルシウム石けん系などの発展形が登場し、耐熱性も改善されたタイプがあり、ベアリング用途では、低〜中速で水分暴露が避けられない場所(洗浄ライン周り、屋外機器など)で選ばれるケースが多いです。
ただし、具体的な性能は製品ごとに異なるため、メーカーの技術資料で温度範囲と耐荷重性能、摩擦試験性能を必ず確認する必要があります。
Q – 3 ポリウレアグリスが高温に強いと聞きますが、どのような特徴があるのですか?
A – 3 ポリウレア系グリスは、金属石けんを増ちょう剤としないタイプで、酸化安定性と高温耐久性に優れているのが特徴です。
自動車のオルタネータや高温モータ、クラッチベアリングなど、高温環境で長寿命が求められる用途でよく採用されています。また、増ちょう剤に金属を含まないため、電食のリスクを抑えたい用途や、特殊な電気的特性が求められる場面でメリットがあります。
一方で、他のグリスとの混合適合性が限定されることもあり、補給時には銘柄の統一と入れ替え手順に注意が必要です。
Q – 4 アルミニウム複合系グリスは、どのような用途で選ばれるのでしょうか?
A – 4 アルミニウム複合石けん系グリスは、比較的高い耐熱性と機械安定性に加え、良好な耐水性を兼ね備えていることから、産業機械や自動車部品などの幅広い用途で検討されます。
高温でのせん断に強く、長期間ちょう度を維持しやすい点が評価されています。
滴点が高い製品が多く、グリスの軟化や流出が起こりにくいため、高温付近でのシール性維持にも有利ですが、全てのアルミ複合系が同じ特性を持つわけではないため、具体的な温度範囲と推奨用途は製品仕様で確認することが前提になります)
Q – 5 グリスを選ぶとき、(ベースオイルの粘度/基油)はどう見れば良いのでしょうか?
A – 5 ベースオイル(基油)の動粘度は、運転温度での油膜厚さと摩擦特性に直結します。
一般に、低速、高荷重の用途では高粘度油、高速、低荷重の用途では低粘度油が向き、温度が高いほど粘度は低下するため、使用温度で適正な粘度になるよう逆算して選定します。
グリスのカタログには、40℃や100℃での粘度が記載されていることが多く、実際の運転温度を想定して粘度曲線を確認することが望ましく、粘度が低すぎると油膜不足、高すぎると発熱や起動抵抗増大を招くため、回転数と荷重のバランスを踏まえて候補を絞り込む必要があります。
Q – 6 NLGIちょう度は、どのように選び分けるべきですか?
A – 6 NLGIちょう度はグリスの硬さを表し、0〜3番がベアリング用途でよく使われており、一般に、NLGI2は標準的なベアリング用グリスとして多くの現場で採用されており、潤滑性と保持性のバランスが良いとされています。
グリスニップルや配管などを通して自動給脂する場合や低温でのポンプ送給性を重視する場合は、より軟らかいNLGI1や0が選ばれます。
機械などが、高温でグリスの垂れ落ちを防ぎたい場合や、使用回転速度が低くグリス保持性を重視する場合には、NLGI3のような硬めのタイプが使用されている場合もありますです。
最終的には、給脂方法、環境温度、回転速度、ベアリングなどの設置環境などを総合して判断することが重要で、決められた時間(例 – 40時間など)と回数(1個のグリスノズルに対しグリスガンで5回のポンプ回数など)でグリスを充填する事も大切です。
機械等の取扱い説明書などを参考にしてグリスとメンテナンス時間を決めると良いでしょう。

ゴールドの箱のベアリングは高精度のベアリングで精度は抜群です。
AmazonでパイロットベアリングプーラーSet 只今販売中
基本的なメンテナンスでベアリングの寿命とトラブル事例から考える潤滑方法の分かれ目
転がり軸受の8〜9割はグリス潤滑と言われますが、ギヤユニットでは、ベアリングのオイル潤滑が選ばれるケースも少なくありません。グリスの充填やオイルの交換サイクルに気を付けると良いでしょう。
実例で見る(潤滑方式)が招くベアリング不具合
Q – 1 ベアリングにグリス(潤滑)はなぜ必要なのですか?
A – 1 ベアリング内部では鋼球ローラー、ころが高速で回転しながら金属面同士が接触しており、この状態で潤滑剤がなければ、鉄と鉄の摩擦が増大し、発熱や摩耗が急速に進んでしまいます。
そこで重要になるのがグリスで、グリスは油分と増ちょう剤で構成されており、ベアリング内部に留まりながら潤滑油を供給します。
これにより油膜ができ、金属と金属同士の接触が減少し、摩擦抵抗を小さくすることができ、グリスには防錆効果もあり、湿気や水分による腐食からベアリングを保護する役割もあります。
使用に適応した適切なグリスを使用することで、回転性能を維持しながらベアリング寿命を大きく延ばすことが可能になります。
ベアリングの構造や設置されている状況、運転速度や荷重によってグリスのポンプ回数が変わって来ます。
Q – 2 グリスはどのようにベアリングを保護するのですか?
A – 2 グリスは金属表面の間に油膜を形成し、直接接触を防ぐことで摩擦と摩耗を減少させます。この油膜は非常に薄い膜ですが、金属同士が直接ぶつかるのを防ぐ重要な働きをします。
グリスは粘性が有るため、回転中でもベアリング内部にグリスが留まりやすく、長時間潤滑状態を維することができます。
さらにグリスは密封効果も持っており、外部からの水分や粉塵の侵入を抑える役割もあり、このようにグリスは単なる潤滑剤ではなく、摩耗防止、防錆、防塵など複数の保護機能を同時に持つ重要な要素です。
Q – 3 ベアリングの発熱とグリスには関係がありますか?
A – 3 ベアリングの発熱は摩擦によって発生しますが、グリスはこの摩擦を減らすことで発熱を抑える役割も持っています。
適切なグリスが使用されている場合、回転部分の摩擦が低減されるため温度上昇が抑えられます。しかしグリスが不足していたり、劣化している場合は油膜が形成されず摩擦が増加し、異常発熱が発生し、粘度が高すぎるグリスを高速回転で使用すると、逆に油膜が切れて発熱することもあり、グリスが柔らかいと熱でグリスが熱で流れ出て、この場合も油膜切れを起こしベアリングの寿命が短くなります。
そのため回転数や負荷条件に適したグリスを選ぶことが重要になります。
Q – 4 ベアリングの寿命とグリスはどのように関係していますか?
A – 4 ベアリングの寿命は潤滑状態に大きく左右され、適切なグリスが十分に供給されている場合、摩耗が抑えられるため長期間安定した回転性能を維持できます。
しかし潤滑不足やグリス劣化が起こると、金属表面が直接接触し疲労摩耗が進みます。
結果として早期破損や焼き付きが発生し、実際に多くのベアリング故障の原因は潤滑不良といわれています。
そのため定期的なグリス管理は設備保全の重要な作業になります。
Q – 5 グリスとオイルの潤滑の違いは何ですか?
A – 5 潤滑方法には、グリス潤滑とオイル潤滑があり、グリスは半固体の潤滑剤であり、ベアリング内部に留まりベアリングを潤滑しています。
一方オイル潤滑は液体潤滑剤を循環浸透させる方式で、ギアユニットや高速回転、高温環境で使用されることが多ですが、一般的なモーターや機械装置ではメンテナンスが簡単なグリス潤滑が多くしようされています。
Q – 6 グリス不足はどのようなトラブルを起こしますか?
A – 6 グリス不足になると油膜が形成されなくなり、金属同士が直接接触する状態になり、この状態では摩擦が急激に増え、発熱や異音が発生します。
ガラガラと音がしてベアリングの摩耗粉が発生し、ベアリング内部の損傷が進行します。
最終的には焼き付きや回転停止などの重大なトラブルにつながりますので、定期的な潤滑管理が重要事項になります。

外径は同じ大きさでも内径と幅が違います。
グリスの入れすぎで、何か問題が有るのですか?
ベアリングに許容以上のグリスを入れた方が安心と考えてグリスを詰め込み過ぎると、撹拌抵抗が増え、温度上昇やベアリングシールの損傷に繋がり早期損傷の原因となる事が有ります。 適量の目安と考え方を理解することが重要です。
グリス充填は、(多すぎてもダメ)な理由‼
Q – 1 なぜグリスを入れすぎると、ベアリングの温度が上がるのですか?
A – 1 ベアリング内部にグリスを詰め込みすぎると、転動体が回転するたびにグリスをかき回す抵抗が増え、撹拌損失として熱が発生する事があります。
グリスは一定量までは潤滑に寄与しますが、それ以上はかき混ぜられる障害物として作用し、摩擦トルクを増大させます。
ベアリング温度が上昇し、グリスの酸化や基油の蒸発が加速して寿命が縮む事が有り、適量はベアリング内部空間の約3分の1〜半分程度を目安とすることが多く、残りの空間を空けておくことで、グリスが自由に循環しやすくなります。
Q – 2 グリスの(適量)は、どのように決めればよいのでしょうか?
A – 2 新規封入時の適量は、ベアリングの種類とサイズ、回転速度、潤滑方式(終末封入か再給脂か)によって変わります。
一般的な深溝玉軸受では、ベアリング内部容積に対して30〜50%程度が推奨されることが多いですが、高速用途ではさらに少ないグリスの方が負荷の面で有効ですが、状況次第です。
グリスの自動給脂装置を使う場合は、毎回少量を徐々に補給することが重要で、一度に大量に押し込まないように吐出量を調整します。
メーカーの技術資料には、代表寸法に対する推奨グリス量や再給脂間隔の目安が載っていることが多いので、それをベースに実際の機械で温度や振動を確認しながら微調整するのが現実的です。
Q – 3 異なるブランドや種類のグリスを混ぜると、具体的にどんな問題が起こり得ますか?
A – 3 増ちょう剤の種類やベースオイル(基油)の組み合わせによっては、混合後にちょう度が大きく変化したり、油離れが促進されたりすることがあります。
リチウム系とカルシウム系、ポリウレア系などを無造作に混合すると、ゲル構造が崩れて柔らかくなったり、逆に固まりすぎたりすることがあります。
その結果、潤滑性の低下、グリスの漏れやすさの増加、シール部への固着など、さまざまな不具合が生じ、安全性を優先するには、基本的に同一メーカーや同一銘柄で統一し、変更時は可能な範囲で既存グリスを洗浄、パージ(可能であれば、古いグリスを新しいグリスで押し出す、ベアリングの構造に注意)してから新グリスに切り替えるのが理想です。
Q – 4 種類の違うグリスが既に混ざってしまったベアリングを確認する方法はありますか?
A – 4 現場レベルで簡易に確認する方法としては、ベアリングは表に出たベアリングが少ない為、モーターや機械の振動やにおい、指先での振動の変化などを比較する方法があります。
ただし、目視では判断がつかない微妙な変化もあり、確実な評価には試験機によるちょう度測定や分離油試験などのラボ分析が必要なので、実務的には、(銘柄変更の履歴)と(給脂方法と頻度など)を確認し、混合の可能性が高い箇所を洗い出すことが重要です。
重大な装置では、運転休止時に可能な範囲でベアリング内部を洗浄し、新グリスで再封入するなど、リスク低減策を講じることが推奨されます。
Q – 5 再給脂の周期は、どう決めるのが合理的でしょうか?
A – 5 再給脂周期は、ベアリングの回転速度、負荷、温度、環境汚染度、グリスの種類によって大きく変わります。
一般的な目安はメーカーがカタログで提示していますが、これは標準条件を前提としているため、自社の運転条件に合わせて補正する必要があります。
実務では、初期段階で比較的短めの周期を設定し、ベアリング温度や振動、排出グリスの状態を観察しながら周期を延ばしていく方法がよく使われます。
設備の停止タイミングや人員配置も考慮し、定期点検と一体化した給脂計画に落とし込むことで、過給脂と給脂不足の両方を避けやすくなります。
オペレーションが機械の音や振動、機械の操作フィーリングに注意を行えば変化に対応出来るでしょう。
Q – 6 グリスの入れすぎや混合によるトラブルを防ぐために、現場でできる工夫は何ですか?
A – 6 ベアリング、箇所ごとに使用グリスの銘柄と推奨量を明確に表示し、グリスガンにも対応する銘柄や機械名を表示して取り違えを防ぐことが有効です。
給脂ポイントごとにグリスガンの1回あたりのストローク数と吐出量など、具体的な目安を作業標準書に記載し、担当者間でバラつきが出ないように徹底し潤滑すると良いでしょう。
機械のオペレーションは、機械の異音や状態の変化に気を付けて運転する事に努めると良いでしょう。
グリスの在庫をむやみに増やさず、用途ごとに本当に必要なグリスの種類や注油の回数に絞り込むことも、混合のリスク低減につながります。
さらに、異常温度や振動の傾向を簡易にモニタリングし、給脂直後の変化を記録しておくことで、早期に過給脂や銘柄間違いに気付ける体制を作ることができます。
食品機器にはフードグレードのグリスもあります。
Q – 7 新品のベアリングや機械にグリスを選定する際、最初に確認すべき条件は何でしょうか?
A – 7 最初に整理すべきなのは、荷重条件、機械の大きさ、グリスの給油方法、温度の変動、回転速度、使用温度範囲、環境(粉じん、水分、化学薬品、食品接触の有無など)の項目です。
これらを明確にしないままカタログを眺めても、候補が多すぎて絞り込めずに、荷重と速度からは必要なベアリング形式とシリーズ、温度と速度からはどの様な種類のグリスを使用するかの判断と、ベースオイル粘度のレンジが見えてきます。
他の企業の同じ機械では、どの様なグリスでどの様な機器でグリスの給脂(周期)を行っているのか調べる事も大切な事です。
環境条件は、シール構造(接触/非接触)やグリスの耐水性、耐薬品性を決めるうえで重要な指標になるため、現場の実情を考慮して具体的に選ぶ事が大切です。
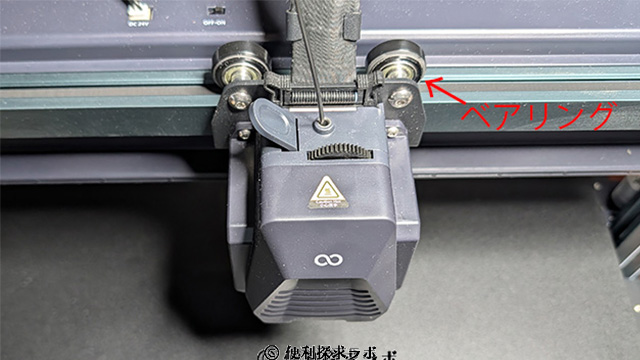
3Dプリンターにもベアリングが使用されている機種があります。
締めくくり
ベアリングの規格とグリスの選定は、一見するとカタログ上の数字合わせに見えますが、本質的には現場の使用条件を正しく見極め、それに最も整合するやり方を選ぶ事で最悪の出来事を回避できるでしょう。
呼び番号やABEC/ISO/JISの精度等級は、寸法や回転精度、許容誤差の共通言語であり、その意味を理解していれば、国内外メーカーを選ばずに置き換え選定が可能になります。
同様に、グリスも●●●●系だから万能といったイメージではなく、増ちょう剤の特性、ベースオイル粘度、ちょう度、使用温度範囲といった要素の組合せで捉えることで、用途に適した潤滑状態を狙って作れるようになります。
本記事で整理したように、荷重、回転数、温度、使用環境という4つの軸から条件を分解し、規格等級、ベアリング、グリスの種類と適量、さらにはグリスかオイルなのか? 潤滑方式を、チェックリスト形式で検討すれば、感覚頼みの選定から一歩抜け出せます。
トラブル事例やQ&Aで触れたような注油、グリスの入れすぎでの混ぜすぎといった典型的な落とし穴も、あらかじめ意識しておくことで、ベアリング寿命の延長、休止時間の削減、ベアリングの在庫の適正化といった具体的な成果へとつながる事でしょう。


これは、モーターのベアリングがオープンベアリングではなく、ベアリングの両側にシールが(ZZ,VV,DDU)付いており、グリスを注入した時に、シール面の外側面をグリスが圧力をかけて、シール材の内面とボールがグリスの圧力で接触した。
モーターや機械のメンテナンスを行ってみないと、シールの有無がわからない事が多い。
密封式のテーパーベアリングなどは、多くのグリスをベアリングに注油すると、回転負荷が多くなり、ベアリングの回転負荷が多くなる事が有り注意が必要です。